

目录
快速导航-

| 面向多晶金刚石的等离子体高效抛光技术
| 面向多晶金刚石的等离子体高效抛光技术
-

| 金刚石热损伤抑制技术研究现状
| 金刚石热损伤抑制技术研究现状
-

| (Ti,Nb)Cx复合材料的制备与性能表征
| (Ti,Nb)Cx复合材料的制备与性能表征
-
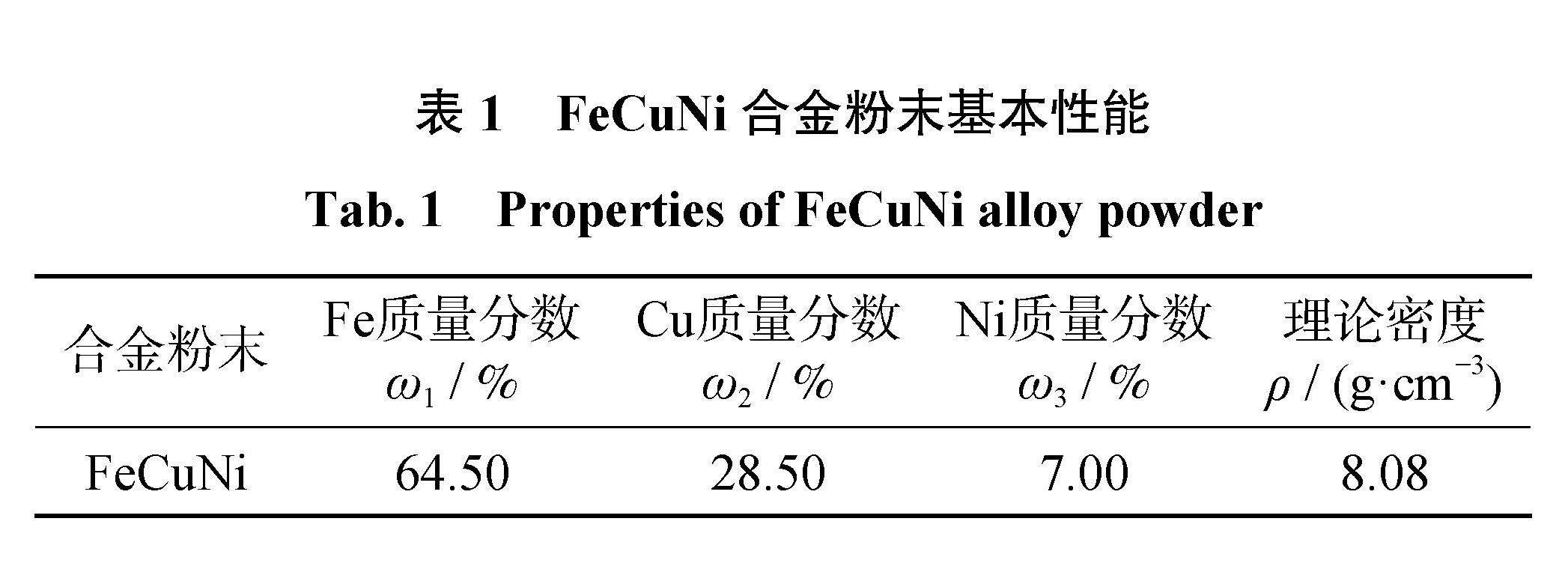
| 金属包覆FeCuNi粉末对金刚石工具胎体性能的影响
| 金属包覆FeCuNi粉末对金刚石工具胎体性能的影响
-

| 基于CBAM-ResNet50的金刚石颗粒净度检测方法
| 基于CBAM-ResNet50的金刚石颗粒净度检测方法
-
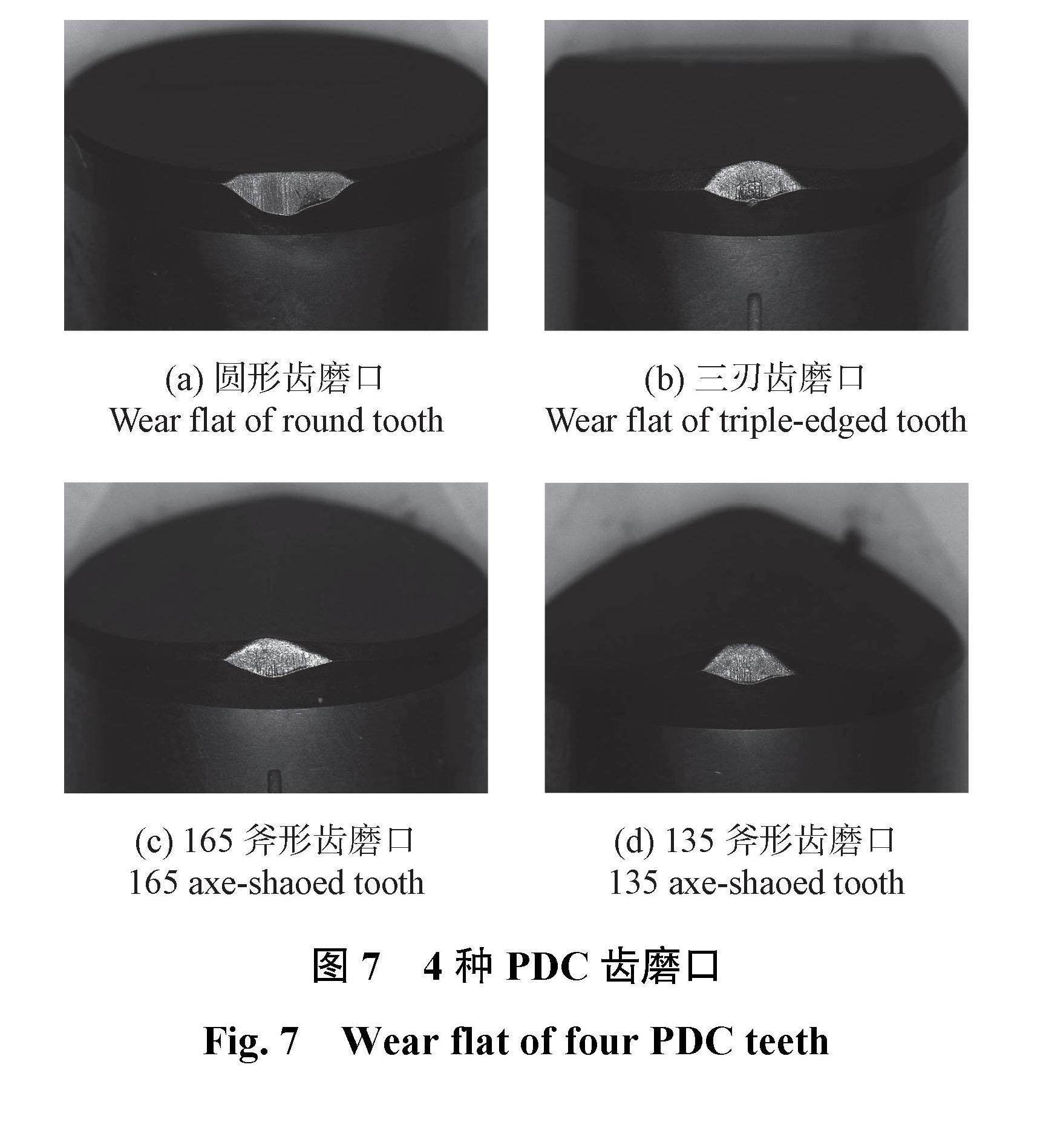
| 脊形PDC齿的机械性能和破岩效果
| 脊形PDC齿的机械性能和破岩效果
-

| SiCp/Al复合材料纳米压痕/划痕下的脆塑性行为研究
| SiCp/Al复合材料纳米压痕/划痕下的脆塑性行为研究
-

| 基于扇形同心环模型的蜗杆磨修整滚轮CVD匹配分析
| 基于扇形同心环模型的蜗杆磨修整滚轮CVD匹配分析
-

| 基于刃磨工艺的超硬刀具复合倒棱仿真与实验分析
| 基于刃磨工艺的超硬刀具复合倒棱仿真与实验分析
-

| 砂轮表面的磨料球自组装叶序排布原理
| 砂轮表面的磨料球自组装叶序排布原理
-

| 磨料流加工均匀性仿真物理模型的选用与简化方法
| 磨料流加工均匀性仿真物理模型的选用与简化方法
-

| 低温微磨料气射流加工的硬脆材料耐冲蚀性能对比
| 低温微磨料气射流加工的硬脆材料耐冲蚀性能对比
-

| 单晶碳化硅电化学机械抛光液的组分设计与优化
| 单晶碳化硅电化学机械抛光液的组分设计与优化
-

| 渐开线磁极组研磨双面的相对角度试验
| 渐开线磁极组研磨双面的相对角度试验













 登录
登录